Text size
Line height
Text spacing
Trong lĩnh vực cơ khí chế tạo máy, gia công mài và gia công doa là hai phương pháp gia công tinh giữ vai trò đặc biệt quan trọng trong việc nâng cao độ chính xác kích thước, chất lượng bề mặt và khả năng lắp ghép của chi tiết máy. Hai phương pháp này thường được bố trí ở giai đoạn cuối của quy trình công nghệ, sau các nguyên công gia công thô và bán tinh như tiện, phay, khoan hoặc khoét, nhằm hoàn thiện hình dạng hình học và đảm bảo các yêu cầu kỹ thuật nghiêm ngặt của sản phẩm cơ khí.
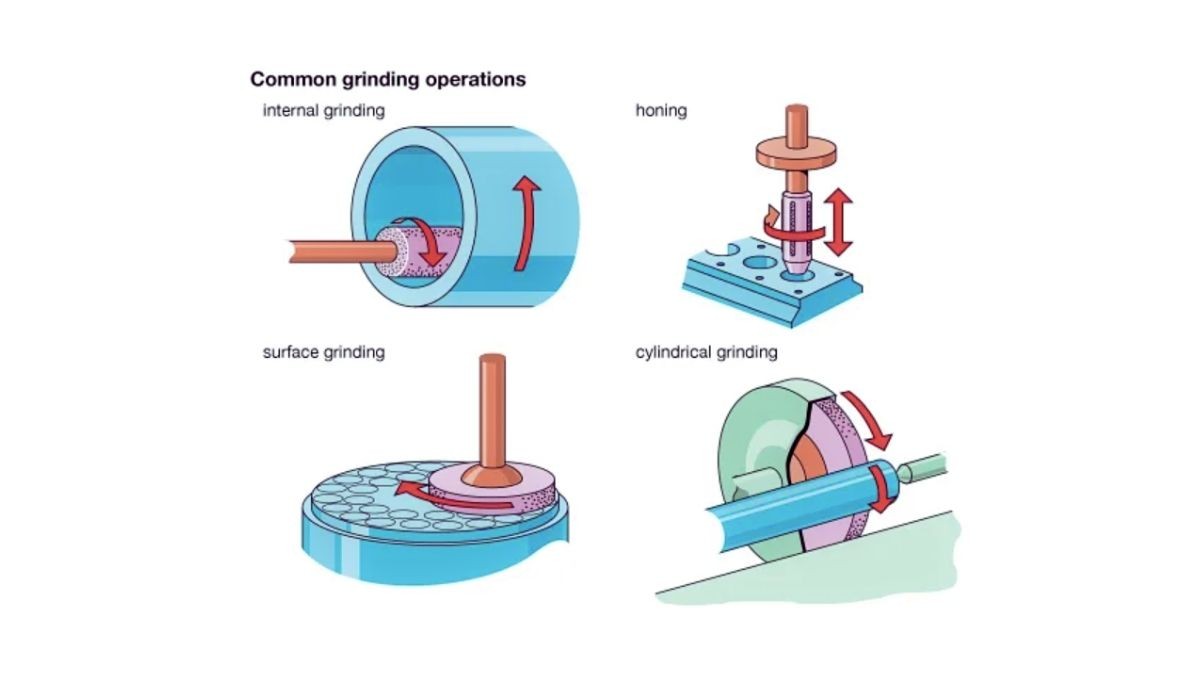
Gia công mài là phương pháp cắt gọt kim loại sử dụng đá mài gồm nhiều hạt mài có độ cứng rất cao liên kết với nhau bằng chất kết dính. Mỗi hạt mài đóng vai trò như một lưỡi cắt siêu nhỏ, khi đá mài quay với tốc độ lớn sẽ bóc đi một lượng vật liệu rất nhỏ trên bề mặt chi tiết. Nhờ đặc điểm này, mài cho phép đạt độ chính xác kích thước cao, thường ở cấp IT5 đến IT7, đồng thời tạo ra bề mặt có độ nhẵn và độ bóng cao với giá trị độ nhám Ra có thể đạt từ 0,2 đến 1,6 µm. Phương pháp mài được áp dụng để gia công nhiều dạng bề mặt khác nhau như mài phẳng, mài tròn ngoài, mài tròn trong và mài vô tâm. Đặc biệt, mài có khả năng gia công hiệu quả các chi tiết làm từ vật liệu cứng hoặc đã qua nhiệt luyện như thép tôi, thép hợp kim và các chi tiết khuôn mẫu, nơi mà các phương pháp cắt gọt thông thường gặp nhiều hạn chế. Tuy nhiên, do tốc độ cắt lớn và ma sát cao, quá trình mài dễ sinh nhiệt, nếu không lựa chọn hợp lý chế độ cắt và dung dịch trơn nguội có thể gây cháy bề mặt, nứt vi mô hoặc làm giảm độ bền của chi tiết.
Gia công doa là phương pháp gia công tinh lỗ trụ, được thực hiện bằng dao doa có nhiều lưỡi cắt phân bố đều quanh chu vi. Doa thường được tiến hành sau khi đã khoan hoặc khoét, với mục đích chính là hiệu chỉnh kích thước lỗ, nâng cao độ tròn, độ thẳng và cải thiện chất lượng bề mặt bên trong lỗ. Lượng dư gia công khi doa tương đối nhỏ, thường trong khoảng 0,1 đến 0,3 mm, do đó doa không có khả năng sửa chữa các sai lệch hình học lớn mà chỉ mang tính hoàn thiện. Sau khi doa, lỗ có thể đạt độ chính xác kích thước ở cấp IT6 đến IT7, với độ nhám bề mặt trong khoảng Ra 0,8 đến 3,2 µm. Phương pháp doa được ứng dụng phổ biến trong gia công các lỗ chốt định vị, lỗ bạc lót, lỗ ổ trượt và các chi tiết yêu cầu độ chính xác lắp ghép cao trong cơ cấu máy. Tuy nhiên, doa không phù hợp để gia công các vật liệu quá cứng hoặc các lỗ có sai lệch lớn so với kích thước danh nghĩa.